新闻列表
联系我们
丹阳市协瑞光电科技有限公司
联系人:潘建明
手机:13951221552
电话:0511-86236699
传真:0511-86526699
邮箱:xr01@xrgdkj.com
地址:丹阳市开发区丹界路大贡
网址:www.xrgdkj.com
公司新闻MORE+
光学镜片研磨工序基础知识 |
| 发布者:丹阳市协瑞光电科技有限公司 发布时间:2023-04-17 13:27:06 点击次数:2274 关闭 |
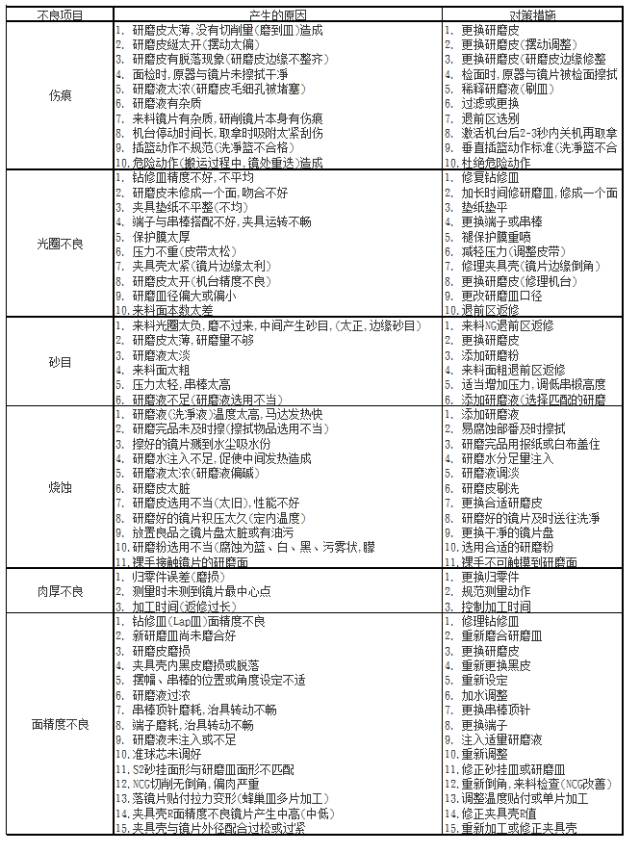
一、研磨的目的及基本原理 1、目的: (1)去除精磨的破坏层达到规定的外观限度要求 (2)精修面形,达到圆面规定的曲率半径R值,满足面本数NR要求及光圈局部的曲率允差的要求。 2.基本原理: 通过机械的运动,经过研磨皿,研磨剂与玻璃之间的化学作用,从而达到精度拋光的目的 二、所需治具的种类及用途 1.研磨皿:用来精磨镜片 2.夹具:用来盛装镜片,进行精磨 3.中继治具:皿具与机台之间的椄头,可调节同轴度及高度 4.合皿:用来修复钻修皿精度 5.钻修皿:用来修正研磨皿精度,(钻修皿是由金钢石钻石颗粒料贴付而成的曲率面或是走形曲率面,其精度一般为正皿+2条,负皿0~-1条,修复研磨皮之用) 三、 研磨的主要控制点 1. 外观有无定点、伤痕、砂目、破裂、青蛙皮、腐蚀 2. 面精度的亚斯、垂边、面本数是否在标准内 3. 研磨量是否在标准内 △ 亚斯----面精度偏差中象散光圈(椭圆、马鞍形、柱形),局部不规则光圈(中高、中低、垂边) △ 中高----当镜片与原器相接触时完全吻合,中小光圈过粗,拉边时中心凸起向内凹,拉边1/2时,会出现椭现象 △ 中低----当镜片与原器相接触时,完全吻合,中心光圈间隙过狭,过密,拉边时中心凸起向外,接边1/2时会出现椭现象 △ 腐蚀----通常称为腐蚀,是光学镜片表面与外界空气中的水份或其它物质产生化学反应而造成的块状,点状,雾状的现象。 四、各种不良及对策措施
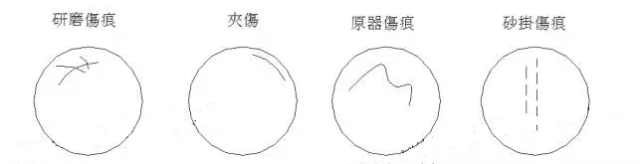
五、 研磨机台特性 1. LR(推拉机):来回推拉摆幅,适于加工R值较大的凹凸面镜片 2. 平摆机:平面旋转摆幅,适用于加工△H半径大且精度高的镜片 3. LP-330:随研磨皿半径(R)值摆幅,适于加工R值小的凹凸面镜片 六、 作业注意事项 1. 加工镜片之前:要了解相应部番之作业标准书,依标准书确认加工条件是否符合标准,压力、时间、研磨粉、研磨皮、抽检来料之外观,光圈、肉厚等. 2. 区分为待加工面别,避免磨错面,并随时查寻夹具情况 3. 加工镜片时进行首件检查,确认面精度状况,加工过程要做自主检查工作,每间隔2小时合修一次研磨皿,确保研磨量在标准范转内. (操作平摆机时,取拿镜片和开机前要踩气压开关,防止取镜片费国和夹具飞出) 七、 加工时,面精度变化时的一种调试及修皿方法 1. 面高:镜片摆幅向皿的边缘调或用负皿合修 2. 面低:镜片摆幅向皿的中心微调或用正皿合修 3. 中高:镜片摆幅向皿的中心微调,再用负皿合修1~3秒,或中心加垫纸 4. 中低:镜片摆幅向皿的边缘微调,再用正皿合修1~3秒,或减垫纸 5. 垂边:镜片摆幅向皿的中心位置调整,再用负皿合修后调回原来的位置加工 6. 压印:镜片摆幅向皿的边缘调,用正、负皿交替合修 八、 伤痕:加工物的表面由于碰撞造成的伤痕
2. 伤痕的范围:中心部为有效径的1/2范围内,周边部为中心部以外的区域 3. 伤痕的种类: A类---透过观察时,旋转镜片伤痕消失 B类---透过观察时,旋转镜片,伤痕变浅、变薄 C类---透过观察时,伤痕无明显变化 D类---透过观察时,伤痕不变化,反射观察有光的反射。 伤痕的判定良否主要取决于三个因素:长度、宽度(粗细),亮度(深度),其中深度最为关键.检查时一般光透过旋转镜片看亮度的变化,其次是宽度(粗细)的变化,然后再反射旋转观察是否明显,痕迹暗淡无光不明显且较为细长条的为OK品,反之为NG品. 九、砂目: 由于研磨量、研削量不够或砂挂面与研磨皿不符所致,表现为细小密集的小点,严重时会发亮,(原则中心部0.03mm以下不可集中为ok品,周边部0.05mm下不可集中为ok). 十、材不: 为硝材在炼制时所产生的不良,表现多样化,用针头刮时无感觉 十一、定点: 为砂挂时未完全去除残留表面点状物,用针头刮时有感觉 1. 点的大小常规上允许0.1mm 2. 点的位置分中心部、周边部 3. 一般周边部要求略松,但单个点不可超过0.2mm 十二、破裂: 即透镜边,斜面、倒角等处破裂现象 1、判定: A.很小的破裂,即使连续有数个,也可忽略不计,判为良品 B.对已芯破裂原则上破至研磨面0.1mm以下,涂墨镜片视除墨后状况而定 2. 破裂判定注意事项 A. 破裂现象本身程度并未超过规格要求,但如果透射或反射观察时,它所形成的虚像(倒影)出现在研磨面有效径以内,且清晰可见,判为良品 B. 凡不涂墨镜片,需按规格来判定,涂墨镜片破裂,只要涂墨后不发白,不发亮,即为良品 C. 研磨面破裂:可参考镀膜的余留宽度,即反射检查时,一般破裂在镀膜区以外则为良品 十三、 腐蚀:指镜片表面发生化学反应被腐蚀的状态 腐蚀的判断一般来讲未镀膜品是不允许腐蚀存在,但对于特殊状况可作适当放宽限度,腐蚀轻微色蓝且浅,整个面均匀的腐蚀则判为OK品,青蛙皮腐蚀一般在5个点以下且分散判OK品. 十四、几种常见的研磨粉的识别与作用 1. SS型 肤黄色 粒度1.4~1.6u 适用于磨耗度中等之硝材 2. H-1K 肤色 粒度1.8u 一般材质适应,可与1650#混合使用 3. 1650# 白色 粒度2.0u 适用于材质较硬之部番,但易于研磨粉,较难擦拭 4. 101# 肤红色 粒度2.2u 适用于材质较硬之部番 |
|
|